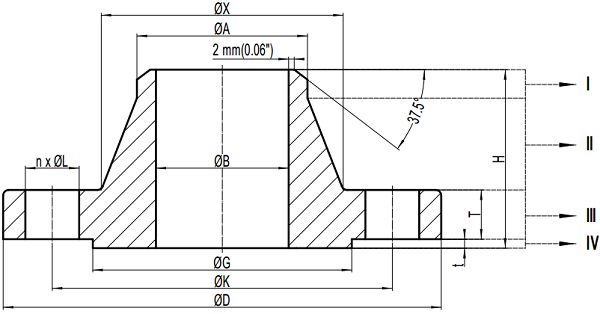
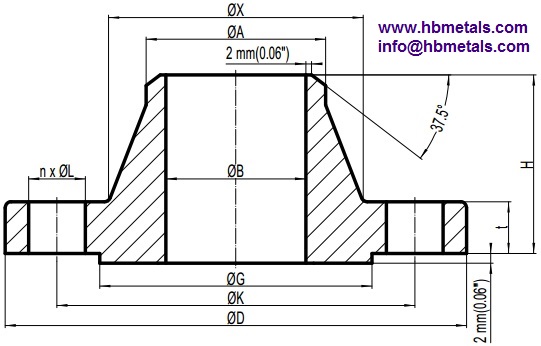
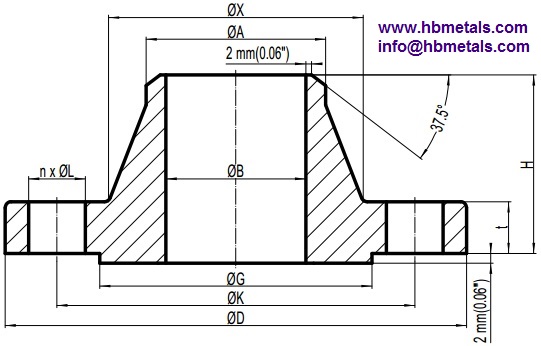
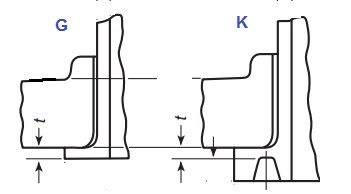
1. Technical drawings of ring joint facings for Class 150 ASME B16.5 Flanges.
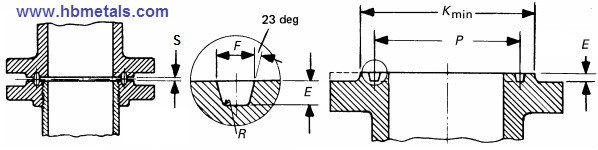
2. Dimensions of ring joint facings for Class 150 Flange Joints and Groove.
| NPS | Groove Number | P inch mm | E inch mm | F inch mm | R inch mm | K inch mm | S inch mm |
|---|---|---|---|---|---|---|---|
| 1" | R15 | 1.875 47.63 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 2.5 63.5 | 0.16 4 |
| 1-1/4" | R17 | 2.250 57.15 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 2.88 73.0 | 0.16 4 |
| 1-1/2" | R19 | 2.562 65.07 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 3.25 82.5 | 0.16 4 |
| 2" | R22 | 3.250 82.55 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 4.00 102 | 0.16 4 |
| 2-1/2" | R25 | 4.000 101.6 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 4.75 121 | 0.16 4 |
| 3" | R29 | 4.500 114.3 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 5.25 133 | 0.16 4 |
| 3-1/2" | R33 | 5.188 131.78 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 6.06 154 | 0.16 4 |
| 4" | R36 | 5.875 149.23 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 6.75 171 | 0.16 4 |
| 5" | R40 | 6.750 171.45 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 7.62 194 | 0.16 4 |
| 6" | R43 | 7.625 193.68 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 8.62 219 | 0.16 4 |
| 8" | R48 | 9.750 247.65 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 10.75 273 | 0.16 4 |
| 10" | R52 | 12.000 304.80 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 13.00 330 | 0.16 4 |
| 12" | R56 | 15.000 381.00 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 16.00 406 | 0.16 4 |
| 14" | R59 | 15.625 396.88 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 16.75 425 | 0.12 3 |
| 16" | R64 | 17.875 454.03 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 19.00 483 | 0.12 3 |
| 18" | R68 | 20.375 517.53 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 21.50 546 | 0.12 3 |
| 20" | R72 | 22.000 558.80 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 23.50 597 | 0.12 3 |
| 24" | R76 | 26.500 673.10 | 0.250 6.35 | 0.344 8.74 | 0.03 0.8 | 28.00 711 | 0.12 3 |
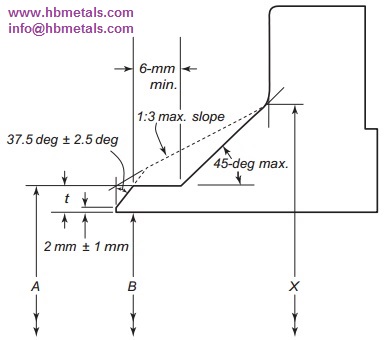
1. NPS denotes nominal pipe size, P – pitch diameter, E – depth of the groove & height of the raised portion, F – top width of the groove, R – radius at bottom, K – diameter of raised portion, S – approximate distance between flanges. The 150# RTJ flange facings can be applied to various flange types including welding neck flange class 150, slip on flange 150#, Blind flange 150lb, etc.
2. All dimensions are provided in mm and inch unit. The depth of the groove, E, shall be furnished with the same dimension as the height of the raised portion. The groove number of ring joint facings for class 150 shall match the type R ring gaskets manufactured to ASME B16.20.
| Ring Joint Facings for ASME B16.5 Flanges Classified by Classes | ||||||
|---|---|---|---|---|---|---|
| Class 150 | Class 300 | Class 400 | Class 600 | Class 900 | Class 1500 | Class 2500 |
![]()


{kind=link}